
Rotor Resistance Tester

Der RQA 300/RTS-3 Rotor Quality Analyzer ist ein sehr flexibles Prüfsystem für gegossene, gelötete oder geschweißte Rotoren in Aluminium und Kupfer für den Einsatz in Labor und Fertigung.
Dieses einzigartige Prüfsystem wurde speziell zur Prüfung von Rotoren in der Autoindustrie entwickelt und ermöglicht erstmalig eine Widerstandsmessung verschieden großer Rotoren ohne rotorspezifisches Zubehör.
Merkmale:
- Neuestes Prüfverfahren für gegossene, geschweißte oder gelötete Rotoren.
- Für Aluminium als auch für Kupferrotoren geeignet.
- Einstellbare Prüfstation mit digitaler Anzeige aller Einstellungen.
- Automatische Prüfung und Bewertung nach vorprogrammierten Grenzwerten.
- Zur Prüfung von unterschiedlichen Rotoren ohne spezielle Spannwerkzeuge.
- Für Rotoren mit oder ohne Welle geeignet.
- Einfache Umrüstung.
- Einfache Beladung durch einstellbare Rotorführungen.
- Zykluszeit pro Rotor ca. 30 Sek. ermöglicht 100% Prüfung von Produktionschargen.
- Anbindungsmöglichkeit an Netzwerk für Datensicherung und Statistik.
- RQA Windows Software unter Windows 10 mit umfangreichen Funktionen für Statistik und Analyse.
Erkennbare Rotorprobleme:
- Fehlende oder gebrochene Stäbe.
- Schlecht verlötete, schlecht verschweißte oder fehlende Verbindung zum Endring.
- Porosität in Stäben oder Endringen durch fehlerhaften Einspritzprozess oder mangelhafte Gussqualität und/oder gasförmige Einschlüsse.
- Abweichungen des Stabwinkels (skew).
- Kurzschluss zwischen zwei oder mehreren Stäben (fining).
- Exzentrizitätsprobleme.
- Mangelhafte Materialkonsistenz des Aluminiumgusses.
- Mangelhafte Materialkonsistenz des Eisenpaketes.
Für weitere Informationen kontaktieren Sie uns bitte.
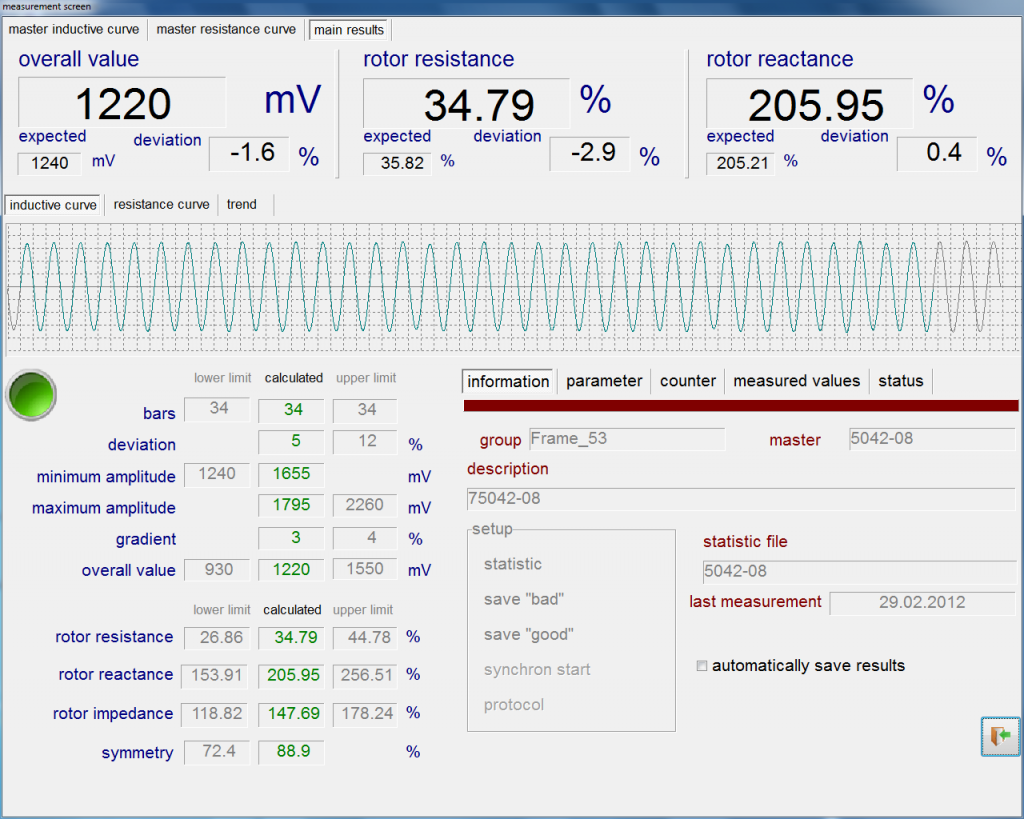 Alle Rotorprügeräte werden mit unserer Software RQA-Win für Windows® ausgeliefert.
Alle Rotorprügeräte werden mit unserer Software RQA-Win für Windows® ausgeliefert.

