
 Alle Rotorprügeräte werden mit unserer Software RQA-Win für Windows® ausgeliefert.
Alle Rotorprügeräte werden mit unserer Software RQA-Win für Windows® ausgeliefert.
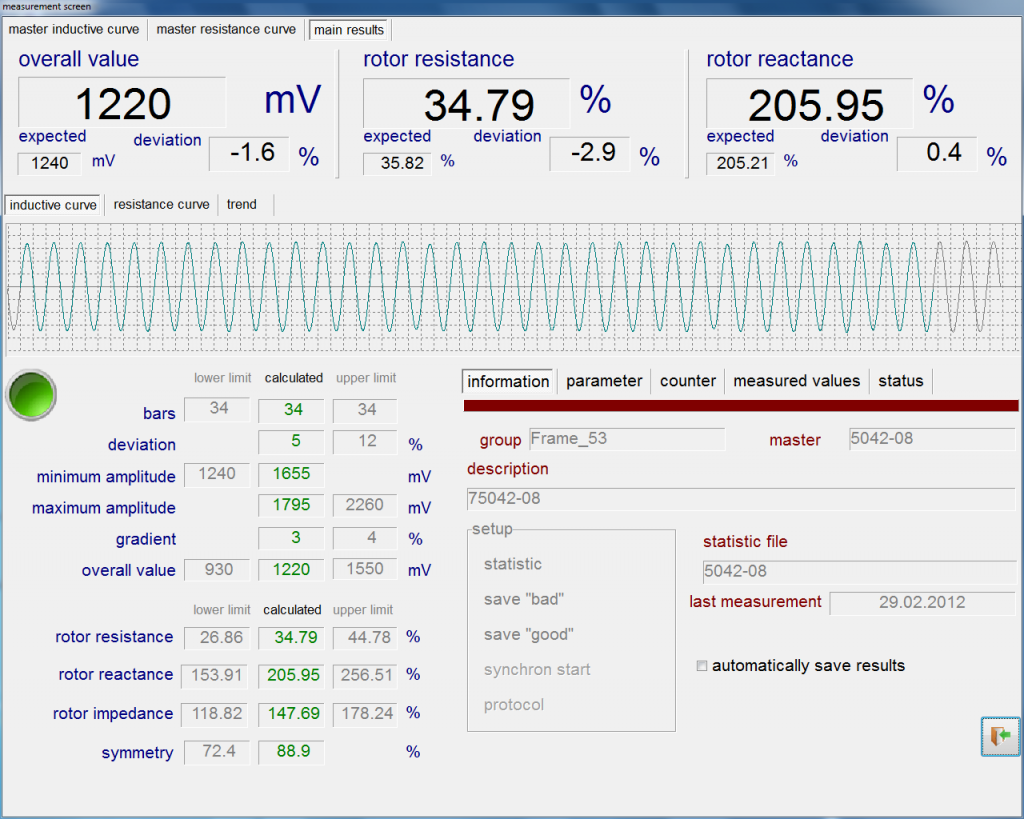
- Bedienerfreundliche menügesteuerte Anwendersoftware für die automatische Gut/Schlecht Beurteilung der Rotoren nach anwenderspezifischen Toleranzgrenzen.
- Automatisches Setup durch Auswahl der entsprechenden Parameter Datei eines Rotortyps (Referenzrotor) mit Informationsdatei zur mechanischen Einstellung der Testzelle.
- Automatische Lernfunktion zur Erstellung von Parameter Dateien für neue Rotortypen.
- Automatische Fehlerklassifikation nach verschiedenen Fehlerarten.
- Integrierte Zähler für Anzahl geprüfter Rotoren, Anzahl ausgeschiedener Rotoren und Anzahl aufgetretener Fehler nach Fehlertyp.
- Integrierte Statistiksoftware für die detaillierte Analyse der Rotorqualität und des Fertigungsprozesses nach statistische Kennzahlen.
- Visualisierung von Messwertverteilung, Histogrammen und zeitlich Auftreten der Messwerte für alle Bewertungsparameter.
- Interaktive Parameteroptimierung mit Berechnung von Cp, Cpk .
- Zoom Funktion für Schlechtteile mit automatischer Speicherung der Induktivdaten zur detaillierten Analyse des Fehlermechanismus.


